このサイトでは、PLCのプログラムの記事をテーマに即してご案内しておりますが、今回はある程度実践的に使用できるプログラムを紹介いたします。
もちろん、FAの現場においてそのまま使用できるということではありません、これから紹介するプログラムを理解することで各々の現場に対応するヒントが多くあると思いますので、ぜひ参考にしていただき活用して下さい。
サンプルプログラムはこの記事の最後にダウンロードボタンがございます。
これからご紹介するプログラムのテスト環境
このプログラムの趣旨は、プログラムの内容より 下記内容の “テスト環境” が必須条件で、この環境さえ在れば色々なプログラムを、パソコン上でシーケンス動作デバッグ(プログラムの動作確認)が出来ると言う事です。
その為にはマシーン(機械)の動作及び動作検出器等の有無、モーター(電動機)またはシリンダー(電磁弁)操作盤(操作スイッチ)等の、必要なものをタッチパネルにレイアウトし、あたかも機械が動作しているかの状況を作ることが大切です。
(数々実施してみましょう)
| 三菱ラダー作成ツール | GX Developer Version 8.115V |
| 三菱ラダーシュミレータ | GX Simulator Version 7.27D |
| 三菱データ転送ツール | MX Component Version 3.16S |
| デジタルタッチパネル編集ツール | Pro-face GP-Pro EX Version V2.70.000 |
この環境にて、GP-Pro EXアプリケーション シュミレーション利用します。
ハードウェア環境(参考までに)
| パソコン | Panasonic CF-Y9JWQAPS Intel® Core™2 Duo CPU U9600 @1.60GHz |
| 実装メモリ | RAM 4.00 GB (3.40 GB 使用可能) |
| PLC-CPU | 三菱シーケンサ Q02CPU (PLCプログラムCPUタイプ) |
| タッチパネル | デジタル製 AGP-3500T (タッチパネル タイプ) |
パソコン環境
Windows7 32bit/64bit, Windows Vista 32bit, WindowsXP 32bit, Windows2000 (Service Pack 3以上)
※パソコン動作環境については、三菱FA制御及び 株式会社デジタル Pro-face ホームページ参照ください。
【デジタル製】AGP-3500Tタッチパネル作画ツールで、シュミレーション確認ができます。
シーケンサ初期~中期レベルの方が、パソコン内部のタッチパネルシュミレーションで、デバッグできます。
PLC制御で、プログラム作成してみましょう
下記内容は、各動作フロー図(動作説明)とフロー図を動作に置換えた場合の三菱のラダープログラムとタッチパネルのサンプル画面です。
自分で作られても結構ですし、各データも添付しますので利用されても結構です。
色々改造修正しながら、納得できるまで動作試験してみましょう。
動作フロー図(流れ図)とは
演算データ、処理の流れ、装置の変化及び動作確認検出器(PH,TL)等の記号を用いて表した図表のことです。
動作フロー図を用いることによりプログラムの流れや、使用する装置などが正確に把握でき、第三者にも伝える事が可能になります。
動作フロー図を作成するためには、その装置の動作(動き)が、完全に判っていないと出来ません。
従って機械設計者との、密な打ち合わせと電気的に動作が可能かどうかの、検証及び検出器の有無(必要)の検討し随時 DR(デザインレビュー)を重ね仕上げていきます。
【例題1】条件制御による起動回路及び停止回路を構成してみましょう。
説明を以降 ”コンベヤ”を “CV”と略称します、また ”押し釦スイッチ”も “PB”と略称します。
シーケンサ内部デバイス 入力信号 X00~X04を5点 他に内部リレー M0~M3を4点 内部カウンタ C0,C1を2点出力リレー Y10を1点 時間をカウントさせる為のスイッチ(特殊デバイス)を、(注1)SM412 (1secクロック)します。
| X00:運転PB N.O接点 X01:停止PB N.O接点 X02:モータ過負荷 検出にて”OFF” X03:搬送CV出口部満量 満量にて”ON” X04:搬送CV入口部部材検出 検出にて”ON”SM412:システムクロック 1sec 注:1sec周期で、ON,OFFを繰り返す接点です。 |
M0:搬送CV運転補助 M1:搬送CV初期起動パルス(10秒間) M2:搬送CV初期起動指令 M3:搬送CV運転指令(60秒間) C0:搬送CV初期起動時間用 C1:搬送CV運転時間用 Y10:搬送CV運転 |
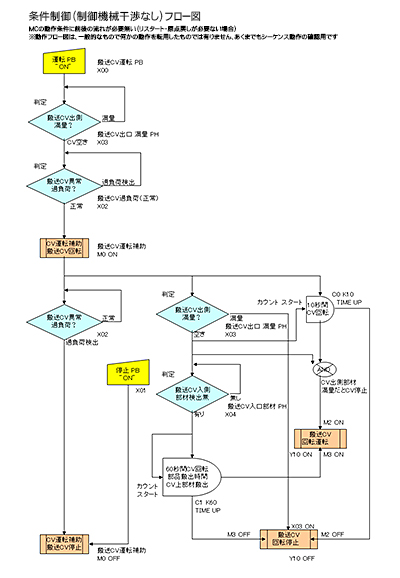
条件制御(制御機械干渉なし)フロー図
クリックするとPDFが開きます
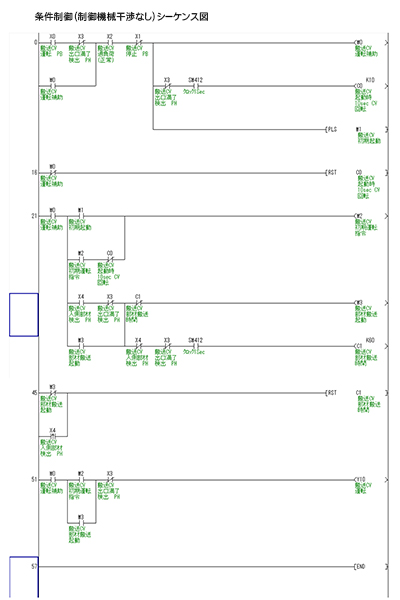
条件制御(制御機械干渉なし)シーケンス図
クリックするとPDFが開きます
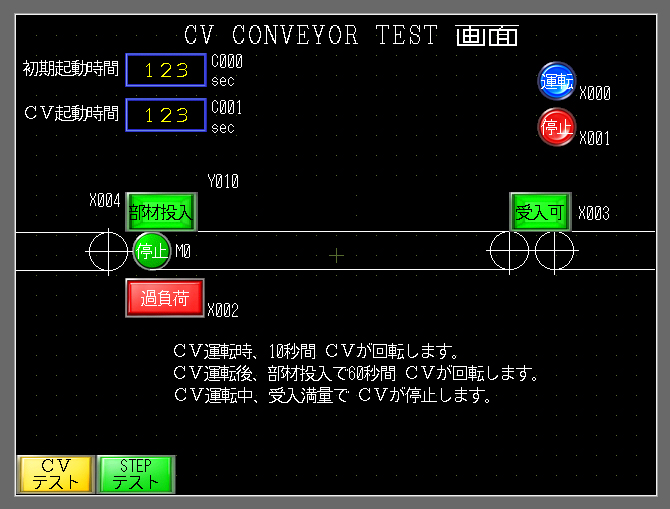
CV制御用タッチパネル画面
クリックすると拡大されます
上記のデバイス(MELSEC Qシリーズ)を組み合わせて、運転停止制御を行う回路を作成してください。
※利点は、操作盤や機側モータ・電磁弁・機側センサー(光電子スイッチ・近接スイッチ)が、無くても動作確認できます。
【例題2】次に機械制御等に利用できる制御方法
(動作のパターンが固定しているとか、リスタート起動したいとか?)
プログラム作成後の動作入替え、またプログラムの修正が比較的に簡単に行えます。
説明以降の”動作テーブル”を “STEP”と略称します、また ”押し釦スイッチ”も “PB”と略称します。
シーケンサ内部デバイス 入力信号 X08,X20~X22,X30~X3Bを16点 内部リレー M20~M27,M30~M32,M40~M52,M60~M64,M70~M72,M74~M76,M78~M92を50個 内部タイマーを T0 K50 (5秒)を1個 STEP用データデバイス D100を1個 出力リレー Y40~Y4Bを12個使用します。
| X08:操作電源入り(KYSW) X20:原点戻しPB N.O接点 X21:自動運転PB N.O接点 X22:自動停止PB N.O接点(サイクル停止) X30:**1装置反転戻り TL X31:**1装置戻り TL X32:**2装置反転戻り TL X33:**2装置戻り TL X34:**3装置反転戻り TL X35:**3装置戻り TL X36:**1装置反転検出 TL X37:**1装置出検出 TL X38:**2装置反転検出 TL X39:**2装置出検出 TL X3A:**3装置反転検出 TL X3B:**3装置出検出 TL |
M20:原点戻し要求 (PULS) M21:原点戻し要求記憶 (記憶) M22:STEP 00 M23:STEP 01 M24:STEP 02 M25:STEP 03 M26:STEP 04 M27:STEP 05 M30:操作電源入り M31:自動運転起動指令 (PULS) M32:原点復帰起動指令 (PULS) M40:**1-3装置原点戻り指令 M41:**1装置反転戻り指令 M42:**1装置反転戻り完了 M43:**1装置戻り指令 M44:**1装置戻り完了 M45:**2装置反転戻り指令 M46:**2装置反転戻り完了 M47:**2装置戻り指令 M48:**2装置戻り完了 M49:**3装置反転戻り指令 M50:**3装置反転戻り完了 M51:**3装置戻り指令 M52:**3装置戻り完了 |
| M60:自動運転条件成立 M61:自動運転 M62:原点復帰要求 M63:自動運転停止要求記憶 M64:自動運転停止指令 M70:**1装置出指令 M71:**1装置出検出装置反転指令 M72:**1装置反転検出 M74:**2装置出指令 M75:**2装置出検出装置反転指令 M76:**2装置反転検出 M78:**3装置出指令 M79:**3装置出検出装置反転指令 |
M80:**3装置反転検出 M81:**1装置反転戻り指令 M82:**1装置反転戻り完了 M83:**1装置戻り指令 M84:**1装置戻り完了 M85:**2装置反転戻り指令 M86:**2装置反転戻り完了 M87:**2装置戻り指令 M88:**2装置戻り完了 M89:**3装置反転戻り指令 M90:**3装置反転戻り完了 M91:**3装置戻り指令 M92:**3装置戻り完了 |
| T0:サイクル連動遅れ(5秒) D100:動作ステップ管理 |
Y40:**1装置反転戻り Y41:**1装置反転出 Y42:**1装置戻り Y43:**1装置出 Y44:**2装置反転戻り Y45:**2装置反転出 Y46:**2装置戻り Y47:**2装置出Y048:**3装置反転戻り Y049:**3装置反転出 Y04A:**3装置戻り Y04B:**3装置出 |
ステップ制御(制御機械干渉あり)フロー図
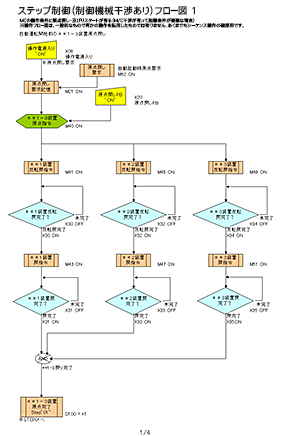
ステップ制御フロー図1
クリックするとPDFが開きます
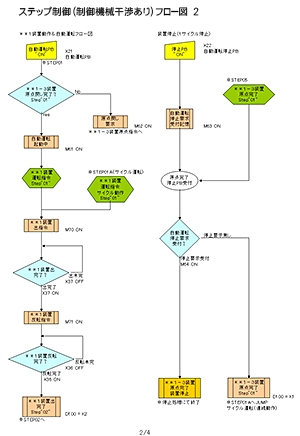
ステップ制御フロー図2
クリックするとPDFが開きます
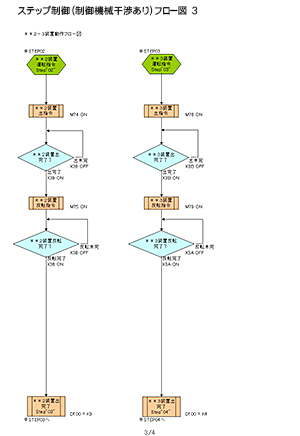
ステップ制御フロー図3
クリックするとPDFが開きます
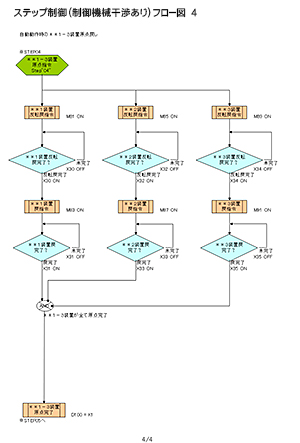
ステップ制御フロー図4
クリックするとPDFが開きます
ステップ制御シーケンス図
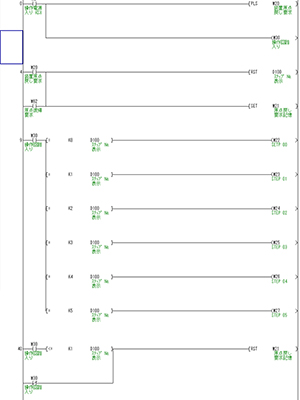
ステップ制御シーケンス図01
クリックするとPDFが開きます
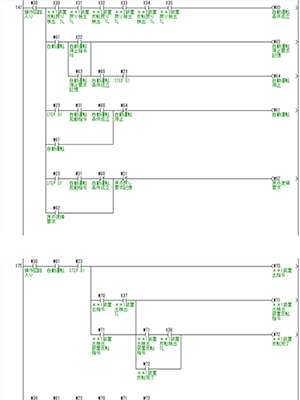
ステップ制御シーケンス図02
クリックするとPDFが開きます
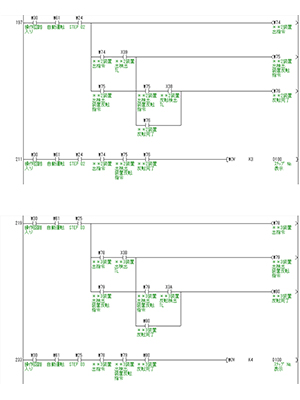
ステップ制御シーケンス図03
クリックするとPDFが開きます
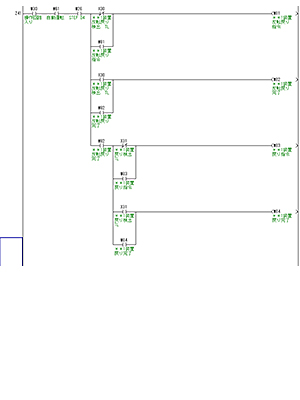
ステップ制御シーケンス図04
クリックするとPDFが開きます
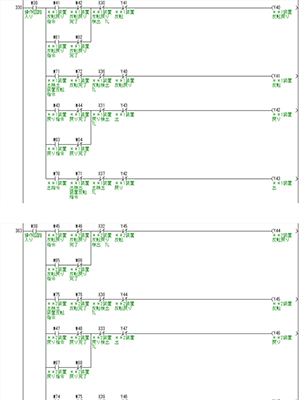
ステップ制御シーケンス図05
クリックするとPDFが開きます
STEP動作制御用タッチパネル画面

STEP動作制御用タッチパネル画面
クリックすると拡大されます
上記のデバイスを組み合わせで回路を作成してください、回路作成後に運転停止/サイクル動作制御を動作試験をして見ましょう。
※利点は、操作盤や機側モータ・電磁弁・機側センサー(光電子スイッチ・近接スイッチ)が、無くても動作確認できます。
シーケンス動作テスト用サンプルプログラムデータ
シーケンスプログラムの内容は、上記各動作フロー図(動作説明)とフロー図を動作に置換えた場合の三菱のラダープログラムとタッチパネルのサンプル画面です。
自分で作られても結構ですし、各データも添付しますので利用されても結構です。
色々改造修正しながら、納得できるまで動作試験してみましょう。

ご注意
このプログラムデータはあくまでPLCの技術習得のための教材としてご利用下さい。
実際のFA現場にご利用いただくことはおやめください。
また、このプログラムデータを使用することで、不具合が発生いたしても弊社は一切の責任を負いません。
制御技術G 山田
